{kind=link}
{kind=link}
![[figure]](iup1j96a.gif)
Durée 3 heures, documents autorisés : notes manuscrites et documents distribués en cours, aucun livre. Calculatrices inutiles donc interdites.
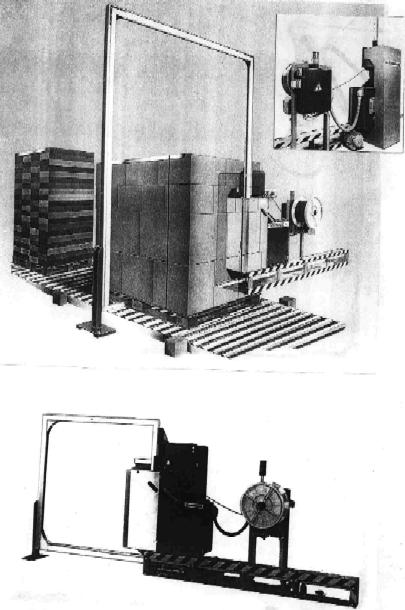
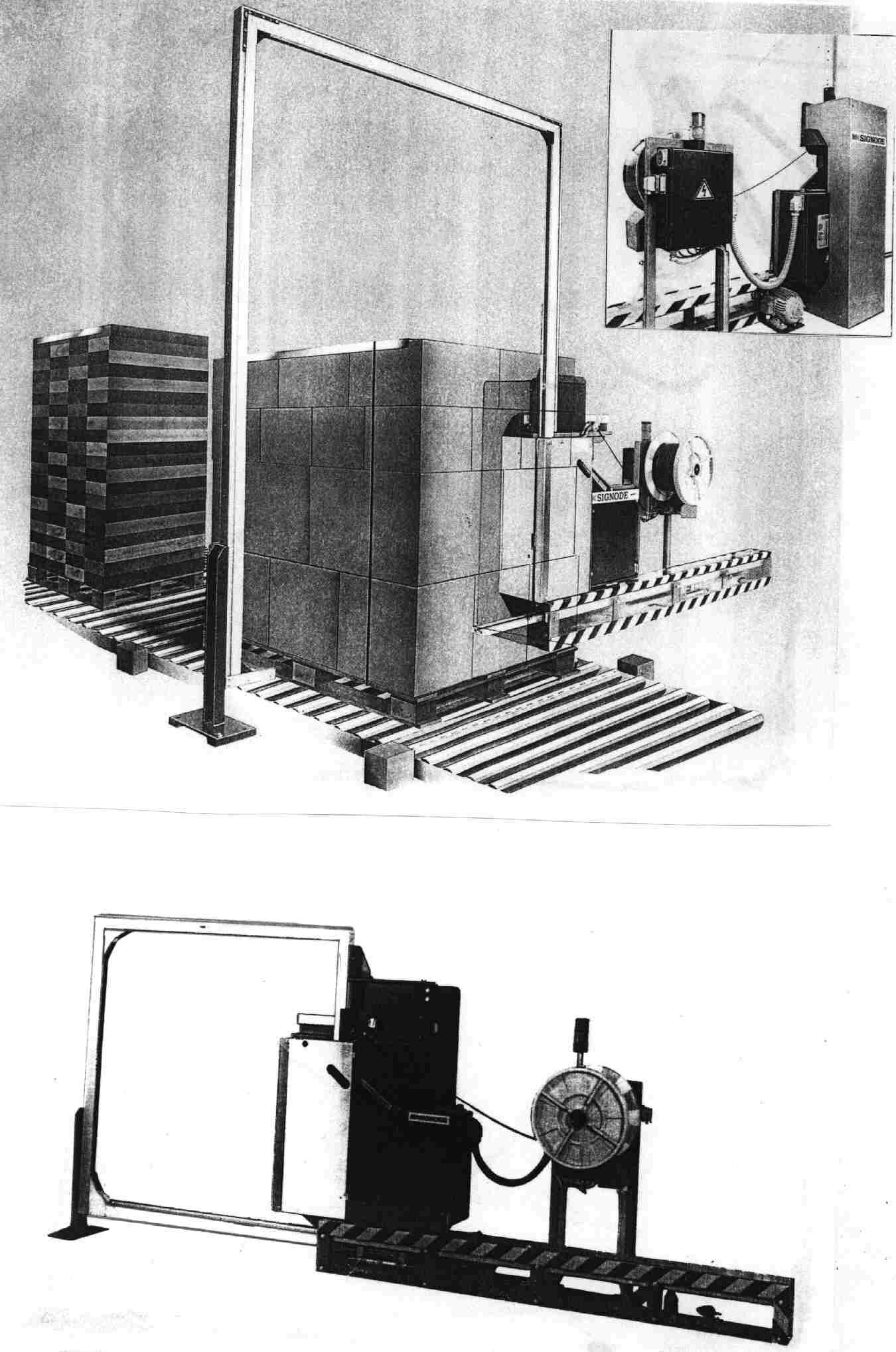
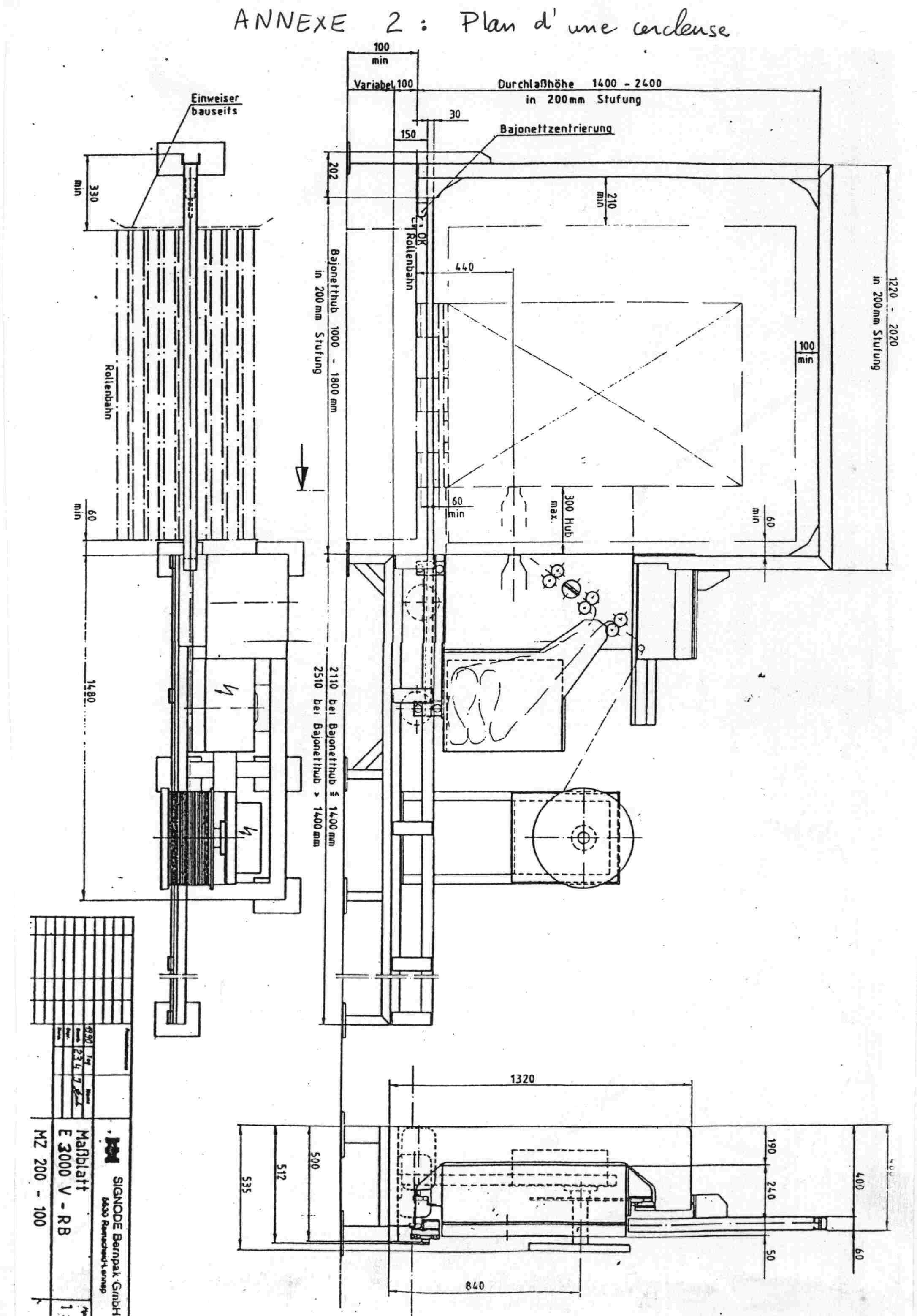
Ce sujet est inspiré d'un cas industriel, traité par un de vos anciens (Licence Sciences de l'Industrie 1992) au cours de son stage. Dans une entreprise de transports et logistique, les marchandises (colis) sont regroupées sur des palettes en fonction des commandes et des lieux de livraison, avant d'être transportées par camion. Les colis sont fixés sur la palette par "cerclage" : on entoure l'ensemble d'un ou plusieurs rubans de plastique (de largeur de l'ordre du centimètre). Ce cerclage se faisait manuellement par deux personnes en deux équipes par jour (coût salarial charges patronales et de structure comprises 4* 150000 F / an). On se propose d'acheter une cercleuse automatique (voir photo en annexe 1, plan en annexe 2) qui coûterait 225 kF (sans les tapis roulants). On estime le prix maximal de la maintenance au prix du matériel, sur 5 ans (durée d'amortissement prévue), ce qui fait un coût de 550 / 5 kF / an (plus une personne surveillant la machine et déplaçant les palettes). Or la cadence est limitée par le temps de manipulation des palettes. On se propose donc de créer un système de convoyeurs à rouleaux pour manipuler les palettes. On propose un système en U (réduction de l'encombrement, entrée et sortie proches, possibilité d'isoler la machine dans un espace restreint) coûtant 350 kF (installation, fourniture de l'automate et câblage compris). Il ne reste plus qu'à gérer l'automatisme (dans ce cas précis on a choisi un TSX 17). La machine fonctionnera de manière totalement autonome, surveillée par les employés préparant les palettes qui changeront également les rubans sur la machine.
Définir ce fonctionnement à l'aide d'un Grafcet. On suppose qu'à l'initialisation le système est vide (on ne charge plus de palette suffisamment de temps avant l'extinction de la machine). On ne représentera la phase de cerclage (tout le temps où la palette occupe T6) que par une étape (macro-étape), ayant pour action "Cerclage", et se terminant par l'information "fin du cerclage".
De plus, on peut faire un cerclage simple (Double = 0) ou croisé (Double =1), auquel cas la palette sera tournée de 90 ° à la fin de la première phase ce cerclage, puis un effectuera un second cycle de cerclage.
Le type de cerclage est identifié sur la palette par un système de lecture que l'on n'étudie pas dans cette question, on supposera que les informations "type A" "type B" et "Double" sont toujours disponibles au bon moment.
Le sous-système démarre dès qu'on lui donne l'ordre "Cerclage". Cela correspond à la présence d'une nouvelle palette en zone 5. Le convoyeur T6, initialement en position basse (bt6) est alors soulevé de quelques centimètres par un système pneumatique bistable (montée MT6, descente DT6) jusqu'à sa position haute (ht6).
La palette est avancée jusqu'à sa première position de cerclage (a1 ou b1 suivant son type). On effectue alors le cerclage (action notée "C7", fin du cerclage signalé par l'information "fc7"). puis on effectue de même les cerclages suivants.
Si Double est vrai, la palette est ensuite reculée en zone 5, T6 redescend (capteur bt6), la palette est tournée de 90° (action TP, fin signalée par ftp),puis on effectue les seconds cerclages (toujours d'après le type A ou B, qui peut être différend de celui de la phase précédente).
Puis la palette est amenée en zone 8 (jusqu'au capteur pp8), on redescend T6 puis on émet l'information "fin du cerclage", puis on attend un nouvel ordre de cerclage.
La gamme de cerclage (type pour le premier cerclage, Double ou non, type pour le second cerclage) est indiquée par une étiquette à code barre collée sur la palette. Un lecteur de codes barre se trouve en début de zone 6. Le code est lu automatiquement au début de la phase de cerclage. Seule la face correspondant à la première phase de cerclage comporte cette étiquette. Le système de lecture rend en binaire (pendant un temps supérieur au temps de réaction des composants mais très inférieur au temps de cerclage) le code suivant (sur 3 bits)
| code lu | état |
| 0 | attente d'un code barre ou lecture en cours |
| 1 | type A, une seule phase |
| 2 | type B, une seule phase |
| 3 | type A, puis A |
| 4 | type A, puis B |
| 5 | type B, puis A |
| 6 | type B, puis B |
| 7 | erreur de lecture |
Le cas 7, qui devrait entraîner un nouveau passage de la palette devant le lecteur, ne sera pas traité ici.
En notant C2, C1, C0 les bits du code donné par le lecteur, donnez un schéma combinatoire affectant les 5 sorties : D si double passage, A0 si Type A au premier passage, B0 si Type B au premier passage, A1 si Type A au second passage, B1 si Type B au second passage. Ces sorties seront non nulles dès que le lecteur attend un code.
![[Y]](iup1j96b.gif)
Modifiez le Grafcet de la question 1 pour prévoir une initialisation du système si des palettes sont restées dans le système lors de l'arrêt précédent. On considère pour cette question uniquement que les capteurs ppi sont des capteurs de masse qui indiquent qu'il y a une palette présente dans la zone i. Si pp6 est à 1, on refait complètement le cerclage (même si cela revient à doubler certains cerclages).
{kind=link}
{kind=link}
{kind=link}
{kind=link}